X-CuT to optymalizator rozkroju 1D — oblicza jak pociąć dostępny surowiec (np. pręty, rury, profile), by zmarnować jak najmniej materiału.
- I.Wprowadzanie materiałów
- II.Parametry optymalizacji
- III.Odcinki do wycięcia
- IV.Import i export danych
- V.Uruchamianie optymalizacji
- VI.Wyniki optymalizacji
- VII.Kosztorys — wycena materiału i cięcia NOWOŚĆ v6.0
- VIII.Etykiety z kodem QR
- IX.Generowanie G-code i DXF
X-CuT ver. 6.0 · Chrome, Edge, Safari · Windows / macOS / Android
Zanim uruchomisz obliczenia, uzupełnij listę dostępnych surowców. To pręty, rury, belki drewniane lub inne profile, z których program będzie wycinał zamówione odcinki.

Jak dodać materiał
- Kliknij przycisk „Dodaj materiał” — pojawi się nowy wiersz w tabeli.
- Wpisz Długość (mm) — pełna długość jednej sztuki surowca bazowego.
- Wpisz Stan (szt.) — ile sztuk tego materiału masz do dyspozycji.
- Opcjonalnie podaj Nazwę materiału — ułatwia identyfikację w zleceniu produkcyjnym.
- Jeśli pracujesz z wieloma różnymi surowcami — wypełnij też pole INDEX (patrz ramka poniżej).
- Powtórz kroki 1–5 dla każdego rodzaju materiału.
1 ma być wycięty z materiału, który też ma INDEX = 1. Jeden rodzaj materiału: zostaw INDEX puste — program sam przypisze wszystkie odcinki. Wiele rodzajów materiału: wpisz unikalną wartość (np. 1, 2 lub A, B) w tabeli materiałów i w tabeli odcinków — program połączy je ze sobą.Tryb pobierania materiału
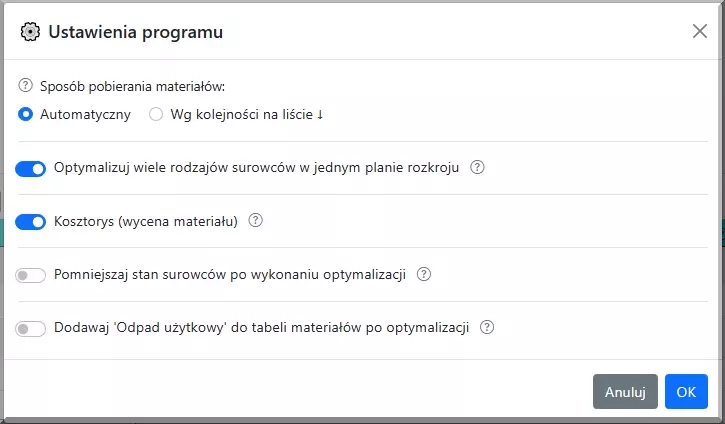
Wybierasz go w Ustawieniach (przycisk nad tabelą materiałów):- Automatyczny — program sam wybiera optymalne długości surowca z listy.
- Wg kolejności na liście — surowiec pobierany jest od pozycji 1 w dół; przydatny, gdy chcesz ustalić priorytet materiałów.
Parametry optymalizacji dopasowujesz do wymagań technologicznych. Znajdziesz je bezpośrednio pod tabelą odcinków.

| Parametr | Opis |
|---|---|
| Grubość cięcia (mm) | Szerokość materiału usuwanego przez piłę lub laser przy każdym cięciu. Wpisz wartość zgodną ze specyfikacją Twojego urządzenia tnącego. |
| Minimalny odpad (mm) | Najkrótszy dopuszczalny odcinek resztki na końcu surowca. Wartość 0 dopuszcza dowolną resztkę. Wartość >0 eliminuje układy z resztkami krótszymi niż podana wartość. |
| Odpad użytkowy (mm) | Minimalna długość resztki, która kwalifikuje się do ponownego użycia. Resztki dłuższe → odpad użytkowy; krótsze → odpad nieużytkowy. |
| Przytnij krawędź (opcjonalne) | Wartość odcinana z końca każdej sztangi przed właściwym rozkrojem (np. wyrównanie, odrzut czoła). Pamiętaj: wartość obejmuje też grubość cięcia. |
Jak dodać odcinki
- Kliknij „Dodaj odcinek” — pojawi się nowy wiersz.
- Wpisz Długość (mm) — długość jednego odcinka do wycięcia.
- Wpisz Ilość (szt.) — ile sztuk tego odcinka potrzebujesz.
- Opcjonalnie podaj Nazwę odcinka — pojawi się na etykietach QR i w zleceniu produkcyjnym.
- Jeśli używasz wielu materiałów — wpisz INDEX odpowiadający materiałowi, z którego ma być wycięty ten odcinek.
X-CuT obsługuje import i export danych w trzech formatach. Możesz przenosić zarówno listę materiałów, jak i listę odcinków do wycięcia.
Import danych
- Kliknij przycisk „Importuj” pod odpowiednią tabelą.
- Wybierz format pliku (CSV, XLSX lub JSON).
- Wskaż plik na dysku — dane zostaną wczytane do tabeli.
Export danych
- Kliknij przycisk „Eksportuj” pod tabelą materiałów lub odcinków.
- Wybierz format i pobierz plik.
Gdy masz już uzupełnione obie tabele (materiały i odcinki) oraz skonfigurowane parametry, możesz uruchomić obliczenia jednym kliknięciem.
- Sprawdź, czy wszystkie niezbędne pola są wypełnione (długość i stan materiału > 0; długość i ilość odcinków > 0).
- Kliknij duży przycisk „OBLICZ”.
- Program przeszuka możliwe układy rozkroju i wybierze optymalny — minimalizując odpad materiałowy.
- Po chwili poniżej pojawią się wyniki — przejdź do sekcji VI, aby dowiedzieć się, jak je odczytać.
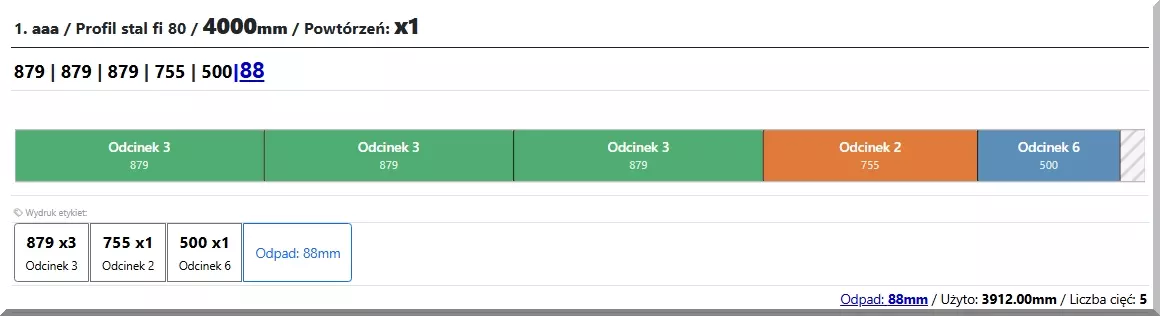
Po obliczeniu program wyświetla kompletne zlecenie produkcyjne. Składa się ono z kilku części, gotowych do wydruku lub dalszego eksportu.

| Element wyników | Co zawiera |
|---|---|
| Specyfikacja odcinków | Lista wszystkich wycinanych odcinków z ilościami — gotowa do weryfikacji przed produkcją. |
| Zestawienie materiałowe | Ile sztuk surowca zostanie zużyte, odpad użytkowy i nieużytkowy, skuteczność optymalizacji (%). |
| Konfiguracje odcinków | Wizualizacja rozkroju każdej sztangi z zaznaczonymi miejscami cięć i długościami poszczególnych odcinków. |
Co możesz zrobić z wynikami
Po wykonaniu optymalizacji program generuje tabelę kosztorysu z podsumowaniem kosztów dla każdego indeksu materiałowego. Wystarczy podać cenę — resztą zajmie się program.
Jak aktywować Kosztorys
- Kliknij przycisk „Ustawienia” nad tabelą materiałów.
- Włącz przełącznik „Kosztorys (wycena materiału)”.
- W tabeli materiałów pojawią się dwie nowe kolumny: Cena (/m) i Cena (/cięcie).
- Zaznacz checkbox przy wybranym materiale i wpisz cenę w odpowiedniej kolumnie.
- Wybierz walutę z listy rozwijanej w prawym górnym rogu sekcji materiałów (PLN, EUR, USD…).
- Kliknij „OBLICZ” — pod zestawieniem materiałowym pojawi się tabela kosztorysu.
| Kolumna | Co wpisać | Co program wyliczy |
|---|---|---|
| Cena (/m) | Koszt materiału za metr bieżący | Wartość zużytego materiału + koszt odpadów nieużytkowych dla każdego indeksu (rodzaju surowca) |
| Cena (/cięcie) | Koszt jednostkowy jednego cięcia (stawka maszyny lub usługi) | Cena × łączna liczba cięć dla danego materiału |

X-CuT generuje etykiety z kodem QR dla każdego wycięcia i każdej resztki użytkowej. Ułatwiają identyfikację i śledzenie materiałów na hali produkcyjnej lub w magazynie.
Jak wydrukować etykiety
- Po optymalizacji przejdź do sekcji Konfiguracje odcinków.
- W każdej konfiguracji rozkroju znajdziesz przyciski z wymiarem i ilością, np.
600 x9. - Kliknij wybrany przycisk — otworzy się podgląd etykiet do wydruku.
- Wydrukuj etykiety.
#index#nazwa#długość), czytelnie wypisany wymiar w mm oraz nazwy surowca (przy odpadzie użytkowym) lub odcinka. Zeskanowany kod QR etykiety, może automatycznie dodać surowiec do listy w programie.X-CuT może wygenerować gotowy program dla maszyny CNC lub plik DXF dla systemu CAD — bezpośrednio po optymalizacji, bez dodatkowego oprogramowania.

Jak wygenerować G-code
- Po optymalizacji kliknij przycisk „Generuj G-code”.
- Wybierz postprocesor odpowiadający Twojej maszynie (lista poniżej).
- Skonfiguruj parametry maszyny — szczegółowa instrukcja parametrów ▼
- Kliknij „Generuj” — plik zostanie pobrany automatycznie.
- Wgraj plik na sterownik CNC lub do oprogramowania CAM i zweryfikuj w symulatorze przed uruchomieniem maszyny.
▶ Szczegółowa instrukcja — parametry okna G-code
Możesz wpisać własną nazwę pliku wyjściowego lub zostawić pole puste — program nadaje nazwę automatycznie na podstawie daty i wybranego postprocesora.
Opis materiału (komentarze w kodzie)- Przekrój — opis przekroju materiału wstawiany jako komentarz w nagłówku pliku (np.
60x40x3,Ø50x2,IPE200). Ułatwia identyfikację programu na sterowniku. - Grubość ścianki [mm] — parametr pomocniczy dla rur i profili zamkniętych; trafia do komentarza, nie wpływa na geometrię ruchu.
| Parametr | Opis | Dotyczy |
|---|---|---|
| Posuw G1 [mm/min] | Prędkość ruchu roboczego (cięcia). Domyślnie: 1200 mm/min. | Wszystkie CNC |
| Posuw G0 [mm/min] | Prędkość ruchu szybkiego (pozycjonowanie). Domyślnie: 5000 mm/min. | Wszystkie CNC |
| Moc / S-wartość | Moc lasera lub wartość S dla plazmy. Domyślnie: 1000. | Laser, plazma |
| Pierce delay [ms] | Czas przetopienia materiału przed ruchem cięcia. Domyślnie: 350 ms. | Laser, plazma |
| M-kod: zacisk | M-kod sterujący zaciskiem materiału. Domyślnie: M101. | Piła 1-D |
| M-kod: cięcie | M-kod uruchamiający cięcie piłą. Domyślnie: M102. | Piła 1-D |
| Numer programu O: | Czterocyfrowy numer programu w nagłówku (O0001). Wymagany przez sterowniki Fanuc. | Fanuc ISO |
| Generuj ruch osi Z | Włącza ruchy Z między cięciami. • Z-down [mm] — głębokość zejścia (np. -5)• Z-safe [mm] — płaszczyzna bezpieczeństwa (np. 50) |
Frezarki, routery |
- Komentarze w kodzie — czytelne komentarze opisujące każde cięcie. Zalecane — ułatwia kontrolę i serwis programu.
- Pauza M0 przy zmianie sztangi — wstawia M0 (zatrzymanie z potwierdzeniem operatora) po każdej sztandze. Pozwala na bezpieczną wymianę materiału.
- Uwzględnij kerf w pozycji X — koryguje pozycje X cięć o szerokość rzazu. Wyłącz, jeśli korekcja rzazu odbywa się po stronie sterownika.
| Postprocesor | Zastosowanie i format |
|---|---|
| Fanuc ISO / Generic | Standardowy ISO G-code. Nagłówek O-number, G90, G21, zakończenie M30. Kompatybilny z większością obrabiarek CNC. |
| Mach3 / GRBL | PC-based sterowniki CNC (hobby, DIY). Pliki zaczynają się i kończą znakiem %. |
| LinuxCNC / PathPilot | Open-source sterownik CNC. Podobny do Fanuc, lecz bez numeru O. Używany w maszynach Tormach. |
| Hypertherm EDGE | Systemy cięcia plazmowego Hypertherm. Zawiera sekwencje zapłonu łuku i pierce delay. |
| Piła 1-D (zderzak abs.) | Piły ze zderzakiem absolutnym. Sekwencja: pozycjonowanie X → zacisk (M-kod) → cięcie (M-kod). |
| Heidenhain TNC | Dialog programowania Heidenhain. Format tekstowy z blokami L i CYCL DEF. Sterowniki TNC 320/530/640. |
| ESA S-510 / S-630 | Centra obróbcze aluminium (profile okienne, drzwiowe). Format ISO z rozszerzeniami ESA. |
| ESSI (EIA-274-E) | Standardowy format cięcia plazmowego i tlenowego. Obsługiwany przez większość stołów plazmowych. |
| TRUMPF TruLaser Tube NOWOŚĆ v6.0 | Laser rurowy TRUMPF z sterownikiem Siemens 840D. Nagłówek Sinumerik, cykle obróbki rur, parametry lasera. |
Jak wygenerować DXF
- Kliknij przycisk „Eksport DXF”.
- Plik w formacie AutoCAD R12 (AC1009) jest kompatybilny z każdym programem CAD (AutoCAD, DraftSight, LibreCAD). Każde cięcie przedstawione jest jako osobna linia w skali 1:1, jednostki mm.
Obsługiwane postprocesory
- Fanuc ISO / Generic CNC
- Mach3 / GRBL
- LinuxCNC / PathPilot
- Hypertherm EDGE (plazma)
- Piła 1-D (zderzak absolutny)
- Heidenhain TNC (dialog ISO)
- ESA S-510 / S-630 (centra aluminium)
- ESSI / EIA-274-E (plazma / tlen)
- TRUMPF TruLaser Tube (Siemens 840D)NOWOŚĆ v6.0
© 2026 X-Cut.pl · Instrukcja obsługi ver. 6.0 · Obliczenia z precyzją do 0,01 mm